
L’évolution vers des méthodes de construction efficaces, durables et résilientes a propulsé les ossatures en acier léger (LGS) au premier plan de la construction moderne. Au cœur de cette révolution se trouve un équipement industriel essentiel : la profileuse à froid pour acier léger. Cette machine hautement spécialisée est le moteur de production des montants, rails, solives et panneaux en acier formés à froid qui constituent la structure de tous types de bâtiments, des maisons individuelles et immeubles d’habitation aux aménagements intérieurs commerciaux et installations industrielles.
Fonction et principe de base
Une profileuse à froid pour acier léger est un système de profilage à froid conçu pour transformer des bobines d’acier mince à haute résistance — généralement de 0,5 mm à 2,0 mm (calibre 20 à 12) — en composants structuraux précis et de grande longueur. Contrairement à l’acier laminé à chaud, l’acier léger est formé à température ambiante, ce qui provoque son écrouissage et renforce sa résistance. Le principe fondamental de la machine repose sur une déformation continue et progressive. Une bande d’acier plate est mise en forme progressivement par une série de matrices à rouleaux, chacune réalisant un léger cintrage jusqu’à l’obtention de la section transversale finale complexe. Cette méthode permet la création de profils optimisés avec une grande précision dimensionnelle et une excellente répétabilité.

Composants clés et étapes du processus
Une ligne de profilage LGS complète est un système intégré comprenant plusieurs stations clés :
- Déroulage et planage : Le processus commence par un dérouleur qui maintient la bobine mère d’acier galvanisé ou Galvalume. La bande est acheminée vers une planeuse de précision qui élimine toute courbure ou contrainte interne, garantissant ainsi une planéité parfaite du matériau avant le processus de formage.
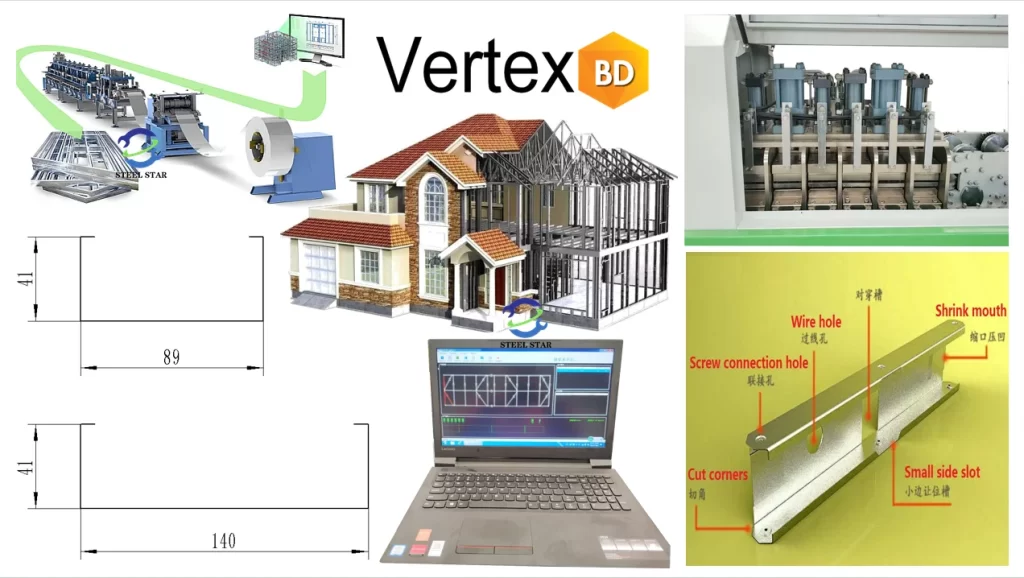
- Unité de pré-poinçonnage/encochage (essentielle pour les montants/rails) : Il s’agit d’une caractéristique essentielle des machines de formage. Avant le formage de la bande, une station de poinçonnage servo-commandée découpe avec précision des ouvertures dans l’âme (pour le passage des câbles, l’allègement et le passage du mortier coupe-feu) et entaille les ailes à intervalles prédéterminés. Ces caractéristiques sont essentielles pour la conformité aux normes de construction et l’efficacité du montage sur site.
- La profileuse : Cœur de la machine, la bande pré-perforée y traverse une série de profileuses (souvent 18 à 30 stations) montées sur un châssis rigide. Chaque ensemble de rouleaux profilés en acier trempé réalise un cintrage précis et progressif. Le profil est ainsi transformé graduellement d’une bande plate en une forme finale, comme un montant en C (avec rebords et retours pour plus de solidité) ou un rail en U.
- Système de découpe : À la sortie de la dernière profileuse, un système de découpe volante servo-commandé de précision (généralement une cisaille hydraulique ou une scie à grande vitesse) découpe l’élément continu à des longueurs exactes et programmables, sans interrompre la production.
- Table de sortie et empileur : Les pièces coupées à longueur sont acheminées, triées automatiquement (par exemple, montants et rails) et empilées en paquets pour le cerclage et l’expédition.
Avantages techniques et considérations de conception
Le profilage à froid est particulièrement adapté à la production d’ossatures LGS et offre des avantages décisifs :
- Production de masse à grande vitesse : Il permet une production rapide et continue, indispensable aux projets de grande envergure, surpassant largement les méthodes traditionnelles d’ossature bois ou la fabrication manuelle.
- Constance et précision exceptionnelles : Chaque composant est géométriquement identique, garantissant des performances structurelles prévisibles, une conception simplifiée et un assemblage sur site rapide et sans erreur. Cette précision est essentielle pour la construction modulaire et par panneaux.
- Utilisation optimale des matériaux et résistance : Le procédé ne génère quasiment aucun déchet de matériau. Le profilage à froid augmente la limite d’élasticité au niveau des pliages, et les profilés eux-mêmes sont conçus pour un rapport résistance/poids optimal.
- Flexibilité inégalée : Les machines de pointe sont équipées de systèmes de changement rapide de rouleaux et de poinçonneuses servo-motorisées, permettant à une seule ligne de produire à la demande des dizaines de profils différents (montants, rails, solives, profilés en U) et de longueurs à partir d’une seule bobine de matériau.
La conception de la machine privilégie une rigidité extrême afin de garantir le maintien des tolérances sous des charges de formage élevées. La synchronisation entre l’unité de poinçonnage servo et la découpeuse volante est assurée par un logiciel sophistiqué, garantissant un positionnement parfait des perçages et des encoches sur la pièce finale, quelle que soit la longueur de coupe.
Intégration et évolution technologique
Les lignes de profilage LGS modernes sont des cellules de production hautement automatisées. Elles sont pilotées par des commandes informatisées dotées d’interfaces homme-machine (IHM) graphiques, permettant aux opérateurs de sélectionner les profils et les longueurs des pièces à partir d’une bibliothèque de modèles. L’intégration avec les logiciels de modélisation des informations du bâtiment (BIM) représente un nouveau champ d’exploration : les fichiers de conception peuvent générer directement les instructions machine, favorisant ainsi la digitalisation complète du secteur de la construction. De nombreuses lignes intègrent désormais le cerclage et l’étiquetage automatiques des paquets, rapprochant l’industrie d’un modèle d’usine entièrement automatisée.
Site web:
www.greatforming.com (English)
www.arabicgreatforming.com (عربي)
www.russiangreatforming.com(Русский)
www.spanishgreatforming.com(Español)
www.frenchgreatforming.com(Français)
www.portuguesegreatforming.com(Portuguese)
